Follow Diloya, take you to appreciate industry trends, real-time information
 Home > News > Recent Report
Home > News > Recent Report
Replacement Cycle and Selection Guide for Wear Parts in Metal Scrap Pancake Machines
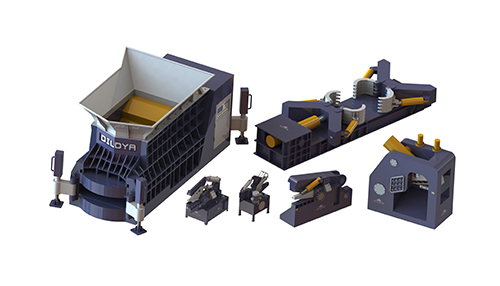
Metal scrap pancake machines (also known as scrap balers or compacting presses) are critical in recycling operations, compressing metal scrap into dense, manageable "pancakes" for efficient transport and melting. Due to the high-impact, abrasive nature of processing metal scrap, wear parts degrade rapidly. Proper maintenance—especially timely replacement and correct part selection—is essential for machine uptime, safety, efficiency, and cost control.
Common Wear Parts in Metal Scrap Pancake Machines
These components experience significant stress from repeated compression cycles, metal abrasion, impact, and friction:
| Wear Part | Function | Common Materials |
| Punches & Dies | Form and compress scrap into pancakes | Tool steel (e.g., D2, A2), hardened carbide inserts |
| Ram Faces / Compression Plates | Direct contact with scrap during compaction | Hardened steel, ceramic-coated steel, tungsten carbide overlay |
| Side Guides / Guide Rails | Ensure alignment of ram movement | Hardened steel, bronze bushings |
| Hydraulic Cylinders (Seals & Rods) | Provide force for compression | Stainless steel rods, NBR/PU seals |
| Bearings (Linear & Rotary) | Support moving parts | Stainless steel, sealed ball bearings |
| Chain Drives & Sprockets | Transmit power (in some models) | Alloy steel, hardened chain links |
| Shear Blades (if applicable) | Cut long scrap into manageable pieces | High-speed steel (HSS), carbide-tipped |
Typical Replacement Cycles by Part
| Wear Part | Average Lifespan (Hours) | Influencing Factors |
| Punches & Dies | 500–1,500 hrs | Type of scrap (ferrous vs. non-ferrous), thickness, contamination |
| Ram Faces / Compression Plates | 800–2,000 hrs | Surface hardness, load pressure, cleaning frequency |
| Side Guides | 1,000–3,000 hrs | Lubrication, misalignment, foreign debris |
| Hydraulic Seals | 1,500–4,000 hrs | Fluid quality, temperature, cycle frequency |
| Bearings | 2,000–6,000 hrs | Load, speed, lubrication, environmental conditions |
| Chain Drives | 1,000–3,000 hrs | Tension, cleanliness, lubrication |
| Shear Blades | 300–1,000 hrs | Material thickness, hardness, cutting frequency |
> Note: These are estimates. Actual lifespan varies significantly based on operation intensity, scrap type, and maintenance practices.
 |
Selection Criteria for Wear Parts
When selecting or replacing wear parts, consider the following:
1. Material Compatibility
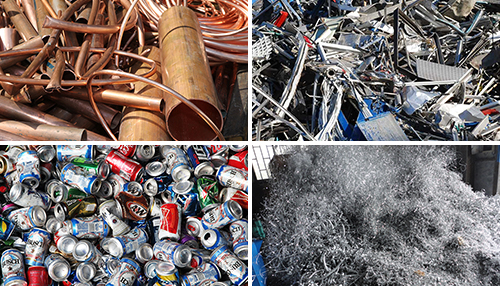
Ferrous Scrap (Steel, Iron): Use high-hardness tool steels (D2, A2) or tungsten carbide.Non-Ferrous (Aluminum, Copper, Brass): Softer materials like HSS or coated steel may suffice; avoid excessive wear on softer metals.Mixed Scrap: Opt for wear-resistant composites or replaceable inserts.
2. Hardness & Toughness Balance
Aim for HRC 58–65 for punches/dies; higher hardness resists wear but increases brittleness.Use tougher substrates (e.g., alloy steel cores) with hard surface coatings to prevent cracking.
3. Coatings & Surface Treatments
Ceramic Coatings (Al₂O₃/TiC): Excellent for abrasion resistance.Tungsten Carbide Overlay (WCO): Ideal for high-wear zones.Nitriding / Carburizing: Enhances surface hardness without altering core properties.
4. Design & Fit
Ensure exact OEM specifications or use certified aftermarket equivalents.Check alignment tolerances—misfit causes uneven wear and premature failure.Consider modular designs (e.g., replaceable inserts) to reduce downtime and cost.
5. Lubrication & Maintenance Requirements
- Selct parts compatible with your lubrication system (grease points, self-lubricating bushings).Avoid parts requiring frequent disassembly unless necessary.
 |
Best Practices for Replacement & Maintenance
1. Monitor Wear Visually & Through Sensors
Inspect monthly or after every 500 hours.Use borescopes or wear gauges for internal parts (e.g., cylinder rods).
2. Keep a Preventive Maintenance Schedule
- Log usage hours per part.Replace parts proactively before catastrophic failure.
3. Use OEM or Certified Aftermarket Parts
- Avoid cheap, untested alternatives that can cause secondary damage.
4. Train Operators & Maintenance Staff
- Teach them to identify early signs of wear (e.g., scoring, pitting, misalignment).
5. Clean Before & After Replacement
- Remove metal fines and debris to prevent accelerated wear.
6. Document Replacements
- Track part numbers, suppliers, and installation dates for future reference.
Pro Tips
- Rotate or stagger punch/die sets if possible to extend life.Upgrade to carbide inserts for high-volume facilities processing tough scrap.Install wear indicators (e.g., grooves or markings) to monitor degradation visually.Consider automated inspection systems (e.g., vibration analysis, thermal imaging) for predictive maintenance.
Summary: Key Takeaways
| Action | Recommendation |
| Replace When | Wear exceeds 10–15% of original thickness or shows visible cracks/pits |
| Select For | Material compatibility, hardness, coating, fit, and longevity |
| Maintain | Regular inspections, cleaning, lubrication, and log keeping |
| Optimize | Use modular/wear-resistant parts and implement preventive schedules |
By following this guide, operators can maximize the lifespan of wear parts, minimize unplanned downtime, improve scrap compaction quality, and reduce long-term operational costs in metal scrap pancake machines.
Always refer to your machine manufacturer’s manual for specific recommendations.
 Phone: +86 152 2134 7650
Phone: +86 152 2134 7650
 E-mail: info@diloya.com
E-mail: info@diloya.com
 Address: No. 888, West Two HuanHu Road, Shanghai Free Trade Zone, China
Address: No. 888, West Two HuanHu Road, Shanghai Free Trade Zone, China





All rights reserved by DILOYA GROUP
Technical support: E-Power Network